
výrobky Kategorie
- FM vysílač
- 0-50w 50w-1000w 2kw-10kw 10kw +
- televizní vysílač
- 0-50w 50-1kw 2kw-10kw
- FM anténa
- TV anténa
- anténa příslušenství
- Kabel konektor Power Splitter Dummy Load
- RF Transistor
- napájení
- audio Příslušenství
- DTV Front End Zařízení
- Link System
- STL systém Link systém Mikrovlnná trouba
- FM rádio
- Power Meter
- Ostatní produkty
- Speciální pro Coronavirus
Produkty Značky
Fmuser Sites
- es.fmuser.net
- it.fmuser.net
- fr.fmuser.net
- de.fmuser.net
- af.fmuser.net -> afrikánština
- sq.fmuser.net -> albánština
- ar.fmuser.net -> arabština
- hy.fmuser.net -> Arménský
- az.fmuser.net -> Ázerbájdžánština
- eu.fmuser.net -> baskičtina
- be.fmuser.net -> běloruský
- bg.fmuser.net -> Bulgarian
- ca.fmuser.net -> Katalánština
- zh-CN.fmuser.net -> čínština (zjednodušená)
- zh-TW.fmuser.net -> Čínsky (zjednodušeně)
- hr.fmuser.net -> chorvatština
- cs.fmuser.net -> čeština
- da.fmuser.net -> dánština
- nl.fmuser.net -> Dutch
- et.fmuser.net -> estonština
- tl.fmuser.net -> filipínský
- fi.fmuser.net -> finština
- fr.fmuser.net -> French
- gl.fmuser.net -> galicijština
- ka.fmuser.net -> gruzínština
- de.fmuser.net -> němčina
- el.fmuser.net -> Greek
- ht.fmuser.net -> haitská kreolština
- iw.fmuser.net -> hebrejština
- hi.fmuser.net -> hindština
- hu.fmuser.net -> Hungarian
- is.fmuser.net -> islandština
- id.fmuser.net -> Indonéština
- ga.fmuser.net -> Irština
- it.fmuser.net -> Italian
- ja.fmuser.net -> japonština
- ko.fmuser.net -> korejština
- lv.fmuser.net -> lotyština
- lt.fmuser.net -> Litevština
- mk.fmuser.net -> makedonština
- ms.fmuser.net -> Malajština
- mt.fmuser.net -> maltština
- no.fmuser.net -> Norwegian
- fa.fmuser.net -> perština
- pl.fmuser.net -> polština
- pt.fmuser.net -> portugalština
- ro.fmuser.net -> Rumunština
- ru.fmuser.net -> ruština
- sr.fmuser.net -> srbština
- sk.fmuser.net -> slovenština
- sl.fmuser.net -> Slovinština
- es.fmuser.net -> španělština
- sw.fmuser.net -> svahilština
- sv.fmuser.net -> švédština
- th.fmuser.net -> Thai
- tr.fmuser.net -> turečtina
- uk.fmuser.net -> ukrajinština
- ur.fmuser.net -> urdština
- vi.fmuser.net -> Vietnamská
- cy.fmuser.net -> velština
- yi.fmuser.net -> Jidiš
Proces výroby PCB | 16 kroků k výrobě desky plošných spojů
„Výroba desek plošných spojů je v průmyslu desek plošných spojů velmi důležitá, úzce souvisí s designem desek plošných spojů, ale skutečně znáte všechny kroky výroby desek plošných spojů ve výrobě desek plošných spojů? V tomto podílu vám ukážeme 16 kroků ve výrobním procesu PCB. Včetně toho, co jsou a jak pracují v procesu výroby PCB ----- FMUSER “
Sdílení je péče!
KROK 1: Návrh desek plošných spojů - návrh a výstup
KROK 2: Vykreslování souborů PCB - generování filmu designu desek plošných spojů
KROK 3: Vnitřní vrstvy Přenos obrazu - TISK VNITŘNÍCH VRSTEV
KROK 4: Leptání mědi - odstranění nežádoucí mědi
KROK 5: Zarovnání vrstev - laminování vrstev dohromady
KROK 6: Vrtání otvorů - pro připevnění komponent
KROK 7: Automatická optická kontrola (pouze vícevrstvá deska plošných spojů)
KROK 8: OXIDE (pouze vícevrstvá deska plošných spojů)
KROK 9: Leptání a konečné odizolování vnější vrstvy
KROK 10: Pájecí maska, sítotisk a povrchové úpravy
KROK 12: Elektrický test - testování létající sondy
KROK 13: Výroba - profilování a V-bodování
KROK 14: Mikrořezání - další krok
KROK 15: Závěrečná kontrola - kontrola kvality PCB
KROK 16: Balení - podává to, co potřebujete
Deska plošných spojů
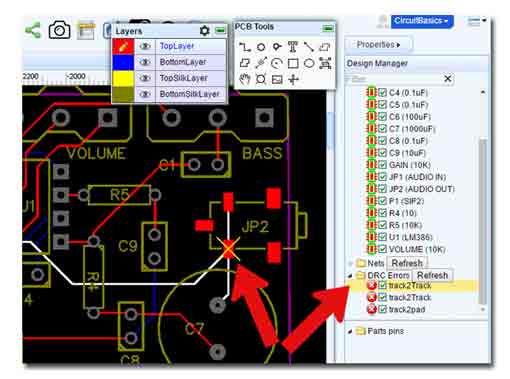
Návrh desky s plošnými spoji je počáteční fází procesu leptání, zatímco fáze CAM inženýra je prvním krokem při výrobě nové desky s plošnými spoji,Návrhář analyzuje požadavek a vybere příslušné komponenty, jako je procesor, napájecí zdroj atd. Vytvořit plán, který splňuje všechny požadavky.

Vždy si však pamatujte, že desky s plošnými spoji by měly být důsledně kompatibilní s uspořádáním desek plošných spojů vytvořeným projektantem pomocí návrhového softwaru desek plošných spojů. Pokud jste designér, měli byste informovat svého smluvního výrobce o verzi softwaru pro návrh desek plošných spojů použité k návrhu obvodu, protože pomáhá předcházet problémům způsobeným nesrovnalostmi před výrobou desky plošných spojů.
Jakmile je design připraven, nechte jej vytisknout na přenosový papír. Ujistěte se, že se design vejde dovnitř lesklé strany papíru.
Existuje také mnoho terminologie PCB ve výrobě desek plošných spojů, návrhu desek plošných spojů atd. Po přečtení některých terminologií desek plošných spojů na níže uvedené stránce můžete lépe porozumět desce plošných spojů!
Přečtěte si také: Glosář terminologie PCB (pro začátečníky) | Design PCB
Data obvykle přicházejí ve formátu souboru známém jako rozšířený Gerber (Gerber se také nazývá RX274x), což je nejčastěji používaný program, i když lze použít i jiné formáty a databáze.
Jakmile je návrhové rozvržení desky plošných spojů vloženo do softwaru Gerber Extended, jsou prohlédnuty všechny různé aspekty návrhu, aby se zajistilo, že nedojde k žádným chybám.
Po důkladném prozkoumání je dokončený návrh desky plošných spojů převezen do továrny na výrobu desek plošných spojů k výrobě. Při příjezdu prochází návrh druhou kontrolou výrobce, známou jako kontrola Design for Manufacture (DFM), která zajišťuje:
● Design PCB je vyrobitelný
● Návrh desky plošných spojů splňuje požadavky na minimální tolerance během výrobního procesu
▲ ZADNÍ ▲
Také čtení: Co je deska s plošnými spoji (PCB) | Vše, co potřebujete vědět
KROK 2: Vykreslování souborů PCB - generování filmu designu desek plošných spojů
Jakmile se rozhodnete pro návrh desky plošných spojů, dalším krokem je její vytištění. K tomu obvykle dochází v temné komoře s regulovanou teplotou a vlhkostí. Různé vrstvy fotofilmu s plošnými spoji jsou vyrovnány vyražením přesných registračních otvorů v každém listu filmu. Film je vytvořen, aby pomohl při vytváření postavy měděné cesty.
Tip: Jako designér desek plošných spojů nezapomeňte po výstupu vašich schematických souborů desek plošných spojů připomenout výrobcům, aby provedli kontrolu DFM
Při tisku na PCB se běžně používá speciální tiskárna nazývaná laserový fotoplotter, i když se jedná o laserovou tiskárnu, nejde o standardní laserovou tiskárnu.
Tento proces natáčení však již není dostatečný pro miniaturizaci a technologický pokrok. V některých ohledech se stává zastaralým.
Laserový fotoplotter vezme data z desky a převede je na obraz v pixelech, poté je laser zapíše na film a exponovaný film se automaticky vyvine a uvolní pro operátora.
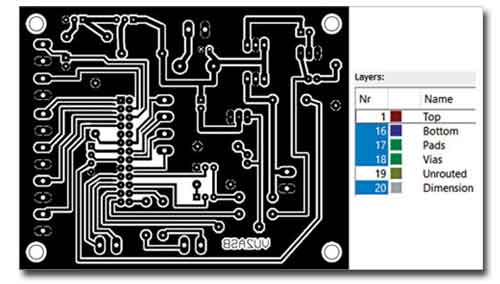
Výsledkem výsledného produktu je plastová fólie s foto negativem PCB černým inkoustem. U vnitřních vrstev PCB představuje černý inkoust vodivé měděné části PCB. Zbývající jasná část obrazu označuje oblasti nevodivého materiálu. Vnější vrstvy mají opačný vzor: čirý pro měď, ale černá odkazuje na oblast, která bude vyleptána. Plotter automaticky vyvíjí film a film je bezpečně uložen, aby nedocházelo k nežádoucímu kontaktu.
Každá vrstva PCB a pájecí masky obdrží svůj vlastní jasný a černý filmový list. Celkově dvouvrstvá deska plošných spojů potřebuje čtyři listy: dva pro vrstvy a dva pro pájecí masku. Je příznačné, že všechny filmy musí navzájem dokonale odpovídat. Při použití v harmonii mapují vyrovnání PCB.
Aby bylo dosaženo dokonalého vyrovnání všech fólií, je třeba do všech fólií prorazit registrační otvory. Přesnost otvoru nastává úpravou stolu, na kterém film sedí. Když drobné kalibrace stolu vedou k optimální shodě, otvor je proražen. Otvory zapadnou do registračních kolíků v dalším kroku zobrazovacího procesu.
Přečtěte si také: Through Hole vs Surface Mount Jaký je rozdíl?
▲ ZADNÍ ▲
Tento krok se týká pouze desek s více než dvěma vrstvami. Jednoduché dvouvrstvé desky přeskočí na vrtání. Vícevrstvé desky vyžadují více kroků.
Prvním krokem je čištění mědi.
V konstrukci desek plošných spojů záleží na čistotě. Laminát na straně mědi je vyčištěn a předán do dekontaminovaného prostředí. Vždy nezapomeňte zajistit, aby se žádný prach nedostal na povrch, kde by to mohlo způsobit zkrat nebo přerušený obvod na hotové desce plošných spojů.
Čistý panel přijímá vrstvu fotocitlivého filmu zvaného fotorezist. Tiskárna používá výkonné UV lampy, které vytvrzují fotorezist prostřednictvím čirého filmu k definování měděného vzoru.
Tím je zajištěna přesná shoda mezi fotofilmy a fotorezistem.
Obsluha načte první fólii na čepy, poté potažený panel a poté druhou fólii. Dno tiskárny má registrační kolíky odpovídající otvorům ve fotografických nástrojích a v panelu, což zajišťuje přesné vyrovnání horní a dolní vrstvy.
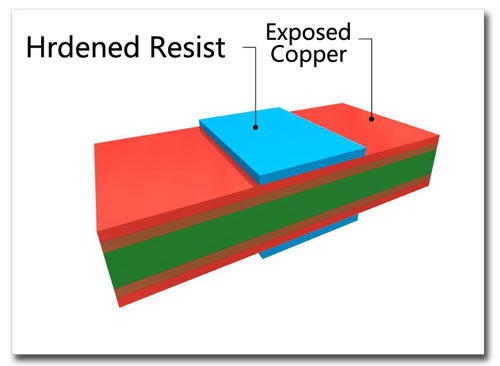
Film a lepenka se seřadí a dostanou paprsek UV světla. Světlo prochází čirými částmi filmu a zpevňuje fotorezist na mědi pod ním. Černý inkoust z plotru brání tomu, aby se světlo dostalo do oblastí, které nemají tvrdnout, a jsou určeny k odstranění.
Pod černými oblastmi zůstává odpor neztvrdlý. Čistý prostor používá žluté osvětlení, protože fotorezist je citlivý na UV světlo.

Produkt se vynořuje s odporem, který správně pokrývá oblasti mědi, které mají zůstat v konečné podobě. Technik prozkoumá desky, aby zajistil, že během této fáze nedojde k žádným chybám. Veškerý odpor přítomný v tomto bodě označuje měď, která se objeví v hotové desce plošných spojů.
Přečtěte si také: Design PCB | Vývojový diagram procesu výroby desek plošných spojů, PPT a PDF
▲ ZADNÍ ▲
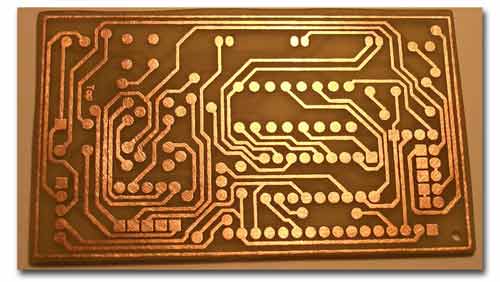
KROK 4: Leptání mědi - Odstranění nežádoucí mědi
Při výrobě desek plošných spojů je leptání proces odstraňování nežádoucí mědi (Cu) z desky plošných spojů. Nežádoucí měď není nic jiného než měď bez obvodu, která je odstraněna z desky. Ve výsledku je dosaženo požadovaného schématu obvodu. Během tohoto procesu se z desky odstraní základní měď nebo počáteční měď.
Nevytvrzený fotorezist je odstraněn a tvrzený odpor chrání požadovanou měď, deska pokračuje k nežádoucímu odstraňování mědi. Používáme kyselé leptadlo ke smytí přebytečné mědi. Mezitím měď, kterou si přejeme ponechat, zůstává plně pokryta pod vrstvou fotoodporu.
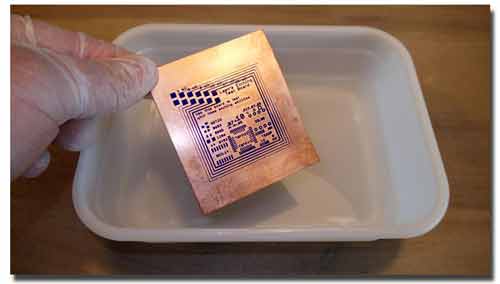
Výrobci desek plošných spojů obvykle používají proces mokrého leptání. Při mokrém leptání se nežádoucí materiál po ponoření do chemického roztoku rozpustí.
Existují dvě metody mokrého leptání:
● Alkalické leptání (amonné)
Kyselá metoda se používá k leptání vnitřních vrstev na PCB. Tato metoda zahrnuje chemická rozpouštědla jako Chlorid železitý (FeCl3) OR Chlorid měďnatý (CuCl2).
Alkalická metoda se používá k leptání vnějších vrstev na PCB. Zde jsou použité chemikálie chlorid měď (CuCl2 Castle, 2H2O) + hydrochlorid (HCl) + peroxid vodíku (H2O2) + složení vody (H2O). Alkalická metoda je rychlý proces a je trochu drahá.
Proces je pečlivě kontrolován, aby bylo zajištěno, že hotové šířky vodičů jsou přesně tak, jak byly navrženy. Designéři by si však měli být vědomi toho, že silnější měděné fólie potřebují širší mezery mezi koleji. Obsluha pečlivě kontroluje, zda byla odstraněna veškerá nežádoucí měď
Jakmile je nežádoucí měď odstraněna, je deska zpracována pro stripování, kde je z desky odstraněn cín nebo cín / libový nebo fotorezist.
Nyní je nežádoucí měď odstraněna pomocí chemického roztoku. Toto řešení odstraní nadbytečnou měď bez poškození tvrzeného fotorezistu.
Přečtěte si také: Jak recyklovat odpadní desku s plošnými spoji? | Věci, které byste měli vědět
▲ ZADNÍ ▲
KROK 5: Zarovnání vrstev - laminování vrstev dohromady
Spolu s tenkými vrstvami měděné fólie k pokrytí vnějších povrchů horní a spodní strany desky jsou páry vrstev stohovány a vytvářejí „sendvič“ PCB. Aby se usnadnilo lepení vrstev, bude mezi nimi každý pár vrstev vložen list „prepreg“. Prepreg je materiál ze skleněných vláken impregnovaný epoxidovou pryskyřicí, který se roztaví během tepla a tlaku procesu laminování. Jak prepreg ochlazuje, spojí páry vrstev dohromady.
K výrobě vícevrstvého PCB se střídají vrstvy epoxidem napuštěného laminátu nazývaného prepreg a vodivé materiály jádra dohromady laminované za vysoké teploty a tlaku pomocí hydraulického lisu. Tlak a teplo způsobují roztavení prepregu a spojení vrstev dohromady. Po ochlazení následuje výsledný materiál stejným výrobním procesem jako oboustranný PCB. Tady je více podrobností o procesu laminace s použitím čtyřvrstvého PCB jako příklad:

Sestavení desky dohromady během této fáze vyžaduje velkou pozornost k detailu, aby se udržovalo správné zarovnání obvodů v různých vrstvách. Jakmile je stoh hotový, sendvičové vrstvy se laminují a teplo a tlak procesu laminování spojí vrstvy dohromady do jedné desky s plošnými spoji.
▲ ZADNÍ ▲
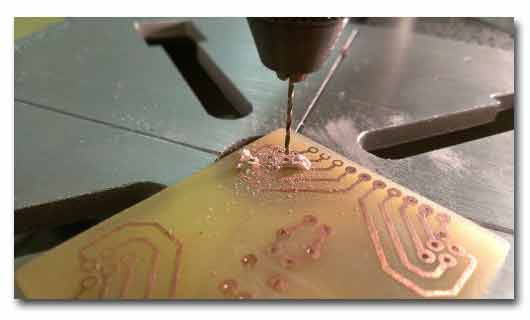
KROK 6: Vrtání otvorů - pro připevnění komponent
Vias, montážní a další otvory jsou vyvrtány přes desku plošných spojů (obvykle v panelových svazcích, v závislosti na hloubce vrtáku). Přesnost a čisté stěny otvorů jsou zásadní, a to zajišťuje sofistikovaná optika.
Chcete-li najít umístění cílů cvičení, rentgenový lokátor identifikuje správná místa cíle cvičení. Poté se vyvrtají správné registrační otvory, aby se zajistil zásobník pro řadu konkrétnějších otvorů.
Před vrtáním technik umístí desku nárazníkového materiálu pod cíl vrtáku, aby zajistil provedení čistého otvoru. Výstupní materiál zabraňuje jakémukoli zbytečnému trhání na východech vrtačky.
Počítač řídí každý mikropohyb vrtačky - je jen přirozené, že produkt, který určuje chování strojů, by se spoléhal na počítače. Počítačem poháněný stroj používá vrtný soubor z původního návrhu k identifikaci správných míst k vyvrtání.
Jakmile jsou otvory vyvrtány, vyčistí se chemickými a mechanickými procesy, aby se odstranily šmouhy a zbytky pryskyřice způsobené vrtáním. Celý exponovaný povrch desky, včetně vnitřku otvorů, je poté chemicky potažen tenkou vrstvou mědi. Tím se vytvoří kovová základna pro galvanické pokovování další mědi do otvorů a na povrch v dalším kroku.
Po dokončení vrtání je další měď, která lemuje okraje výrobního panelu, odstraněna profilovacím nástrojem.
▲ ZADNÍ ▲
KROK 7: Automatická optická kontrola (pouze vícevrstvá deska plošných spojů)
Po laminování je nemožné vyřešit chyby ve vnitřních vrstvách. Proto je panel před lepením a laminováním podroben automatické optické kontrole. Stroj skenuje vrstvy pomocí laserového senzoru a porovnává je s původním souborem Gerber, aby vypsal případné nesrovnalosti.
Poté, co jsou všechny vrstvy čisté a připravené, je třeba je zkontrolovat, zda jsou zarovnané. Vnitřní i vnější vrstva budou vyrovnány pomocí dříve vyvrtaných otvorů. Optický děrovací stroj vyvrtá kolík přes otvory, aby se vrstvy vyrovnaly. Poté začne proces kontroly, aby se zajistilo, že nedojde k žádným nedokonalostem.
Nejběžnější události, ke kterým dochází během procesu zobrazení vrstvy, které vedou ke krátkému nebo otevřenému problému, jsou:
● Obrázek je vystaven nesprávně, což způsobí buď zvětšení / zmenšení velikosti prvků.
● Špatný suchý film odolává adhezi, která může ve vyleptaném vzoru způsobit škrábance, zářezy nebo díry.
● Měď ano nedostatečně leptané, zanechávající nežádoucí měď nebo způsobující růst velikosti prvku nebo šortky.
● Měď ano přeleptané, odstranění měděných prvků, které jsou nezbytné, vytváření zmenšených velikostí nebo řezů prvků.
Nakonec je AOI důležitou součástí výrobního procesu, který pomáhá zajistit přesnost, kvalitu a včasné dodání desky plošných spojů.
▲ ZADNÍ ▲
Oxid (nazývaný černý oxid nebo hnědý oxid v závislosti na procesu), je chemická úprava vnitřních vrstev vícevrstvých PCB před laminováním pro zvýšení drsnosti plátované mědi za účelem zlepšení pevnosti laminovaného spoje. Tento proces pomáhá zabránit delaminaci nebo oddělení mezi kteroukoli z vrstev základního materiálu nebo mezi laminátem a vodivou fólií, jakmile je výrobní proces dokončen.
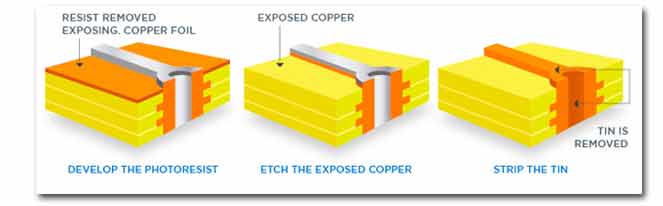
KROK 9: Leptání vnější vrstvy a konečné odizolování
Odizolování fotorezistu
Jakmile je panel pokoven, fotoodpor se stává nežádoucím a je třeba ho z panelu odstranit. To se provádí v a horizontální proces obsahující čistý alkalický roztok, který účinně odstraňuje fotoodpor a ponechává základní měď panelu exponovanou pro odstranění v následujícím procesu leptání.
Cín chrání v této fázi ideální měď. Nežádoucí exponovaná měď a měď pod zbytkovou vrstvou rezistence jsou odstraněny. V tomto leptání k leptání nežádoucí mědi používáme amoniakální leptadlo. Cín mezitím během této fáze zajistí potřebnou měď.
V této fázi se legitimně usadí vodivé oblasti a spojení.
Odizolování cínu
Po procesu leptání je měď přítomná na PCB pokryta odolností proti leptání, tj. Cínem, který již není zapotřebí. Proto, před dalším postupem ji svlékneme. K odstranění cínu můžete použít koncentrovanou kyselinu dusičnou. Kyselina dusičná je velmi účinná při odstraňování cínu a nepoškozuje stopy měděného obvodu pod kovovým cínem. Nyní tedy máte na PCB jasný zřetelný obrys mědi.
Jakmile je pokovení na panelu dokončeno, suchý film odolává tomu, co zbylo, a měď, která leží pod ním, je třeba odstranit. Panel nyní projde procesem strip-etch-strip (SES). Panel je zbaven odolnosti a měď, která je nyní vystavena a není pokryta cínem, bude vyleptána, takže zůstanou pouze stopy a podložky kolem otvorů a další měděné vzory. Suchý film se odstraní z cínovaných panelů a odkrytá měď (nechráněná cínem) se odleptá a zanechá požadovaný obvodový vzor. V tomto okamžiku je základní obvod desky dokončen
▲ ZADNÍ ▲
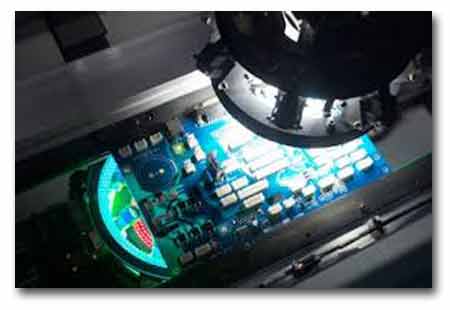
KROK 10: Pájecí maska, sítotisk a povrchové úpravy
K ochraně desky během montáže se materiál pájecí masky nanáší pomocí procesu vystavení UV záření podobnému tomu, který byl použit u fotorezistu. Tato pájecí maska bude zakryjte celý povrch desky s výjimkou kovových podložek a prvků, které budou pájeny. Kromě pájecí masky jsou na desku sítotiskem označeny označení komponent a další označení desky. Pájecí maska i inkoust ze sítotisku se vyléčí pečením desky s plošnými spoji v troubě.
Deska plošných spojů bude mít také povrchovou úpravu nanesenou na exponované kovové povrchy. To pomáhá chránit odkrytý kov a pomáhá při pájení během montáže. Jedním z příkladů povrchové úpravy je vyrovnání horkovzdušné pájky (HASL). Deska se nejprve potáhne tavidlem, aby se připravila na pájku, a poté se ponoří do lázně roztavené pájky. Když je deska vyjmuta z pájecí lázně, vysokotlaký proud horkého vzduchu odstraní přebytečnou pájku z otvorů a vyhladí pájku na povrchu kovu.
Aplikace pájecí masky
Pájecí maska se nanáší na obě strany desky, ale předtím jsou panely pokryty inkoustem z epoxidové pájecí masky. Desky dostávají záblesk UV světla, které prochází pájecí maskou. Zakryté části zůstávají neztvrdlé a budou odstraněny.
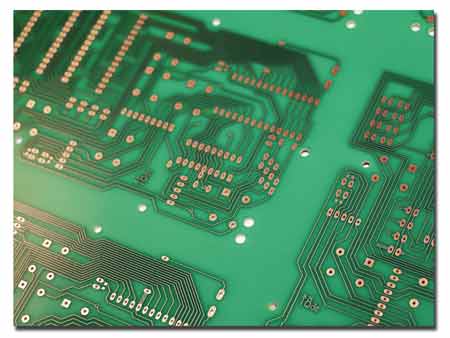
Zelená byla vybrána jako standardní barva pájecí masky, protože nezatěžuje oči. Než mohly stroje během procesu výroby a montáže zkontrolovat desky plošných spojů, byly to všechno manuální kontroly. Horní světlo používané technikům ke kontrole desek neodráží zelenou pájecí masku a je nejlepší pro jejich oči.
Nomenklatura (sítotisk)
Silk-screening nebo profilování je proces tisku všech důležitých informací na PCB, jako je ID výrobce, čísla komponent názvu společnosti, ladicí body. To je užitečné při provádění servisu a oprav.

Je to také nejvíce umělecký proces výroby PCB. Téměř dokončená deska obdrží tisk dopisů čitelných člověkem, které se běžně používají k identifikaci komponentů, testovacích bodů, čísel dílů PCB a PCBA, varovných symbolů, log společnosti, datových kódů a značek výrobce.
Deska plošných spojů nakonec přechází na poslední fázi nanášení a vytvrzování.
Zlatá nebo stříbrná povrchová úprava
Deska plošných spojů je pokryta zlatem nebo stříbrem, aby se desce dodala další schopnost pájení, což zvýší vazbu pájky.
Aplikace každé povrchové úpravy se může v procesu mírně lišit, ale zahrnuje ponoření panelu do chemické lázně k pokrytí jakékoli exponované mědi požadovanou povrchovou úpravou.
Konečným chemickým procesem používaným k výrobě desky plošných spojů je nanášení povrchové úpravy. Zatímco pájecí maska pokrývá většinu obvodů, povrchová úprava je navržena tak, aby zabránila oxidaci zbývající exponované mědi. To je důležité, protože oxidovanou měď nelze pájet. Existuje mnoho různých povrchových úprav, které lze použít na desku plošných spojů. Nejběžnější je úroveň horkovzdušné pájky (HASL), která je nabízena jako ledová i bezolovnatá. V závislosti na specifikacích PCB, aplikaci nebo procesu montáže však mohou vhodné povrchové úpravy zahrnovat Electroless Nickel Immersion Gold (ENIG), Soft Gold, Hard Gold, Immersion Silver, Immersion Cin, Organic Solderability Preservative (OSP) a další.
PCB je poté pokoveno zlatou, stříbrnou nebo bezolovnatou HASL nebo horkovzdušnou pájecí nivelační vrstvou. To se provádí tak, aby bylo možné komponenty připájet k vytvořeným destičkám a chránit měď.
▲ ZADNÍ ▲
KROK 12: Elektrická zkouška - Zkouška létající sondou
Jako poslední preventivní opatření pro detekci bude deska testována technikem na funkčnost. V tomto okamžiku používají automatizovaný postup k potvrzení funkčnosti desky plošných spojů a její shody s původním designem.
Obvykle se nazývá pokročilá verze elektrického testování Testování létající sondy který závisí na pohyblivých sondách k testování elektrického výkonu každé sítě na holé desce s obvody, se použije při elektrické zkoušce.
Budou identifikovány jakékoli šortky nebo otevřeníumožňující operátorovi provést opravu nebo vyřadit desku plošných spojů jako vadnou. V závislosti na složitosti konstrukce a počtu zkušebních bodů může elektrická zkouška trvat kdekoli od několika sekund až po několik hodin.
V závislosti na různých faktorech, jako je složitost konstrukce, počet vrstev a rizikový faktor součásti, se někteří zákazníci rozhodnou vzdát se elektrického testování, aby ušetřili čas a náklady. To může být v pořádku u jednoduchých oboustranných desek plošných spojů, kde se nemůže pokazit mnoho věcí, ale vždy doporučujeme elektrické zkoušky u vícevrstvých návrhů bez ohledu na složitost. (Tip: Jedním ze způsobů, jak zabránit neočekávaným chybám, je poskytnout výrobcům kromě návrhových souborů a výrobních poznámek také „netlist“.)
▲ ZADNÍ ▲
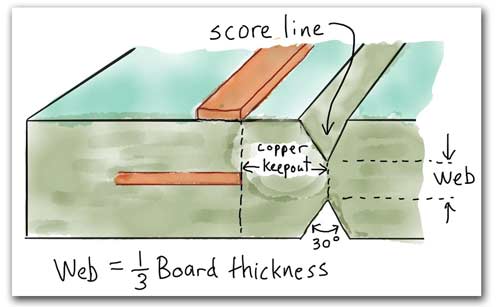
KROK 13: Výroba - Profilování a V-bodování
Jakmile panel s plošnými spoji dokončí elektrické testování, jsou jednotlivé desky připraveny k oddělení od panelu. Tento proces provádí CNC stroj nebo router, který směruje každou desku z panelu do požadovaného požadovaného tvaru a velikosti. Bity routeru, které se obvykle používají, mají velikost 0.030 - 0.093 a pro urychlení procesu lze více panelů skládat dva nebo tři vysoko v závislosti na celkové tloušťce každého z nich. Během tohoto procesu je CNC stroj také schopen vyrábět drážky, zkosení a zkosené hrany pomocí různých velikostí bitů routeru.
Proces směrování je a proces frézování, při kterém se frézovací bit používá k vyříznutí profilu požadovaného obrysu desky. Panely jsou „připnul a skládaný“Jak bylo dříve provedeno během procesu„ Nácvik “. Obvyklý stack je 1 až 4 panely.
Pro profilování desek plošných spojů a jejich vyříznutí z výrobního panelu potřebujeme řezání, kterým je řezání různých desek z původního panelu. Tato metoda byla zaměřena buď na použití routeru nebo drážky v. Router ponechává malé jazýčky podél okrajů desky, zatímco v-drážka prořezává diagonální kanály po obou stranách desky. Oba způsoby umožňují deskám snadno vyskočit z panelu.
Místo směrování jednotlivých malých desek mohou být desky plošných spojů směrovány jako pole obsahující více desek s kartami nebo čárkami. To umožňuje jednodušší montáž více desek najednou a zároveň umožňuje asembleru rozdělit jednotlivé desky po dokončení montáže.
Nakonec budou desky zkontrolovány na čistotu, ostré hrany, otřepy atd. A podle potřeby budou vyčištěny.
KROK 14: Microsectioning - další krok
Mikrořezání (také známý jako průřez) je volitelným krokem ve výrobním procesu PCB, ale je cenným nástrojem používaným k ověření vnitřní konstrukce PCB pro účely ověřování i analýzy poruch. Pro vytvoření vzorku pro mikroskopické vyšetření materiálu je řez PCB vyříznut a umístěn do měkkého akrylu, který kolem něj vytvrzuje ve tvaru hokejového puku. Řez je poté vyleštěn a prohlížen pod mikroskopem. Podrobnou kontrolu lze provést kontrolou mnoha podrobností, jako jsou tloušťky pokovování, kvalita vrtání a kvalita vnitřních propojení.

KROK 15: Závěrečná kontrola - kontrola kvality PCB
V posledním kroku procesu by inspektoři měli každou PCB podrobit konečné pečlivé kontrole. Vizuální kontrola desky plošných spojů proti kritériím přijetí. Použití manuální vizuální kontroly a AVI - porovnává PCB s Gerberem a má rychlejší rychlost kontroly než lidské oči, ale stále vyžaduje lidské ověření. Všechny objednávky jsou také podrobeny úplné kontrole včetně rozměrů, pájitelnosti atd abychom zajistili, že produkt splňuje standardy našich zákazníkůa před zabalením a odesláním se na palubě šarží provede 100% audit kvality.

● IPC-A-600 - Přijatelnost desek s plošnými spoji, která definuje celosvětový standard kvality pro přijímání desek plošných spojů.
● IPC-6012 - Specifikace kvalifikace a výkonu tuhých desek, která stanoví typy tuhých desek a popisuje požadavky, které musí splňovat při výrobě tří výkonových tříd desek - třída 1, 2 a 3.
Deska plošných spojů třídy 1 by měla omezenou životnost a tam, kde je požadavek jednoduše funkcí produktu konečného použití (např. Otvírač garážových vrat).
PCB třídy 2 by byl takový, kde je požadován trvalý výkon, prodloužená životnost a nepřerušovaná služba, ale ne kritická (např. Základní deska PC).
Deska plošných spojů třídy 3 by zahrnovala konečné použití, kde je kritický trvalý vysoký výkon nebo výkon na vyžádání, nelze tolerovat poruchu a produkt musí fungovat, když je to požadováno (např. Systémy řízení letu nebo obrany).
▲ ZADNÍ ▲
KROK 16: Balení - slouží to, co potřebujete
Desky jsou zabaleny pomocí materiálů, které splňují standardní požadavky na balení, a poté jsou zabaleny před odesláním pomocí požadovaného způsobu přepravy.
A jak asi tušíte, čím vyšší třída, tím dražší je deska plošných spojů. Obecně se rozdílu mezi třídami dosáhne vyžadováním přísnějších tolerancí a ovládacích prvků, jejichž výsledkem je spolehlivější produkt.
Bez ohledu na specifikovanou třídu se velikosti otvorů kontrolují měřidly kolíků, pájecí maska a legenda se vizuálně zkontrolují na celkový vzhled, pájecí maska se zkontroluje, aby se zjistilo, zda na podložkách není žádný zásah, a kvalita a pokrytí povrchu povrch je zkoumán.
Pokyny pro inspekci IPC a jejich vztah k designu desek plošných spojů je pro designéry desek plošných spojů velmi důležité, aby se s nimi seznámili, zásadní je také proces objednávání a výroby.
Ne všechny desky plošných spojů jsou stvořeny rovnocenně a porozumění těmto pokynům pomůže zajistit, aby vyrobený produkt splňoval vaše očekávání jak z hlediska estetiky, tak z hlediska výkonu.
Pokud jsi POTŘEBUJEŠ POMOC s Návrh desky plošných spojů nebo máte dotazy k Kroky výroby PCB, prosím neváhejte sdílet s FMUSER, VŽDY POSLECHUJEME!

Sdílení je péče!
▲ ZADNÍ ▲
